


关于汽车发动机缸体渗漏问题分析与解决方案
发动机是汽车的心脏,而缸体则是发动机的上重量最重、结构最复杂、生产难度最大的铸件。
随着改革开放以来,我国汽车行业得到飞速发展,发动机缸体的生产也早已实现国产化,并且产品质量水平也在逐渐缩小与国外的差距,但是在铸造过程中,仍然存在一些问题没有的到彻底解决,例如渗漏问题。
渗漏从产生原因上分类大致可以分为:夹杂类、缩松类以及其他类型。
夹杂类缺陷分为两类,一种是夹砂类型,一种是夹渣类型。
先说说夹砂类型产生渗漏的原因:
1、由于砂芯/砂型局部存在酥松、粘附浮砂、涂料团未清理以及砂芯飞边未清理等原因,在浇注过程中,受高温铁水烘烤、冲刷作用,砂粒掉落,随铁水运动,最终聚集于铸件某一部位,形成夹砂,与内外壁贯穿,产生渗漏。
2、砂芯组合过程中,砂粒掉入型腔或已组合好的砂型在浇注前被二次污染,最终产生夹砂,引起渗漏。
夹渣类缺陷引起渗漏的原因:浇注铁水未进行充分扒渣,铁水不纯净,加上浇包、浇口杯、浇注系统避渣效果不理想,最终导致熔渣随铁水进入型腔,并附着在型腔表面,形成贯穿性渣孔,最终导致渗漏。
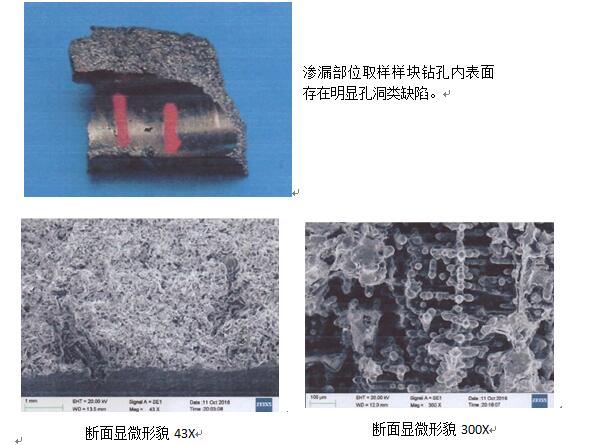
缩松引起的渗漏:缩松的产生与铸件的收缩有着紧密的联系,缩松缺陷一般产生在铸件较厚大热节处,形状呈不规则区域性分布,缩松区域组织粗大,具有树枝晶状结构特性,缩松区域在电子显微镜下可明显看见分散的孔洞结构,严重的孔洞肉眼可见。由于缩松区域存在树枝晶状结构,因此可将其作为缺陷判定的标准。
其他类型引起渗漏:
此类问题包括铸件存在裂纹、损伤、铸件试压密封不良以及铸件加工过程偏差造成壁薄等因此引起的渗漏,此类渗漏一般属于偶发性事故,相对比例较小。
下面结合我们正恒动力铸造工厂实际过程,针对以上三种类型缺陷产生的渗漏问题做具体分析。
首先介绍一下正恒动力铸造工厂,专业从事汽车发动机缸体铸造的企业,年生产能力:缸体毛坯在80万台左右,吨位3.5万顿,单个缸体重量在24——100Kg,类型涵盖直列单缸、二缸、三缸、四缸以及V型6缸、8缸,开发品种上百种,1.5T中频炉熔炼。针对缸体渗漏问题,前后通过十余年的技术攻关,目前产品的综合渗漏不良率控制在0.5%以下,下面结合我厂改善过程的一些心得与大家做交流。
缸体渗漏情况按渗漏部位分为以下两类:
1、 缸体顶面水套夹壁缸盖螺栓孔处渗漏。
2、 缸体主油管内渗漏。
缸体顶面水套夹壁缸盖螺栓孔处渗漏分析:
缸体水套螺栓孔处厚度一般在25mm以上,而周边水套壁厚均在4.5mm左右,因此水套螺栓孔处是典型的热节区域,结构上存在缩松的可能,通过对渗漏部位进行扫描电镜分析,发现渗漏区域断口存在多处孔洞类缺陷且与内外壁存在贯穿趋势,且缺陷存在树枝晶状结构,无明显夹砂、夹渣痕迹,可判断为自由凝固收缩形成的孔洞类缺陷——缩松。
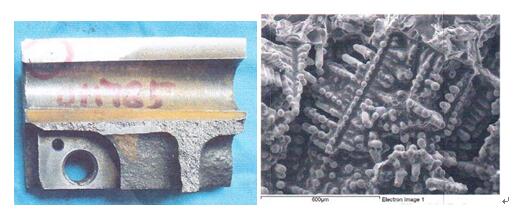
缸体主油管内渗漏分析:
通过对主油管渗漏部位进行取样扫描电镜分析,发现引起渗漏的原因处理缩松外,还存在砂眼和夹渣,如下图所示:
本文作者:正恒股份技术工程师付秋 如需转载请拔打400-012-9020
发布时间: 2021-09-28




